
Induction Heating for Industrial Application
.Induction heating itself has been used commercially for more than 50 years, and yet it remains largely unknown to a wider audience to this day.
Thanks to modern technology, today's devices are only 1/10 of the weight of earlier devices. The compact design, low weight, flexibility of applications and reasonable price allow today a wide use of inductive heating.
Thanks to modern technology, today's devices are only 1/10 of the weight of earlier devices. The compact design, low weight, flexibility of applications and reasonable price allow today a wide use of inductive heating.
|
What is induction heating?
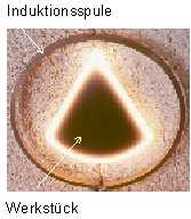
Inductive heating differs fundamentally from most other types of heating. The heat is generated in the workpiece itself and no heat transfer medium is required, e.g. air or any conductive mechanical connection. The electrical energy is transferred to the workpiece to be heated by a magnetic field. The alternating current flowing through the induction coil creates an alternating magnetic field, which results in a specific current in the workpiece. The electrical energy supplied via the induction coil is first converted into magnetic energy and this is then converted into heat in the workpiece. The current density in the workpiece is determined by the so-called skin effect. The greatest current density is reached at the workpiece surface. The current density drops exponentially towards the inside. Practically no electricity flows inside the material. The yellow spots show the greatest current density.
|
|
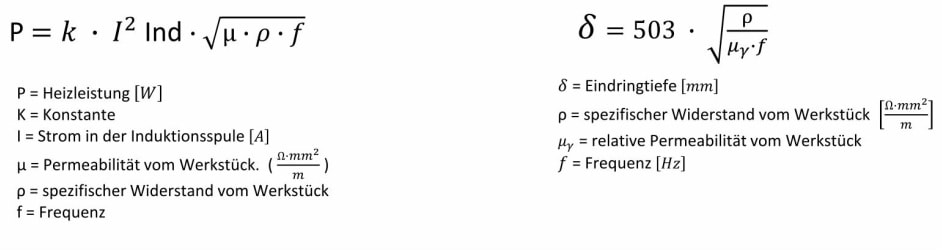
The equation is valid if the workpiece diameter is at least 2 times larger than the penetration depth of the current.
Three inductors are connected in series. The current is equal in all three inductors. Only for the largest workpiece is D greater than twice the penetration depth of the current. The small workpiece on the right is not heated because D is less than twice the penetration depth of the current.
The connection between thermal energy, workpiece temperature and heating time is:
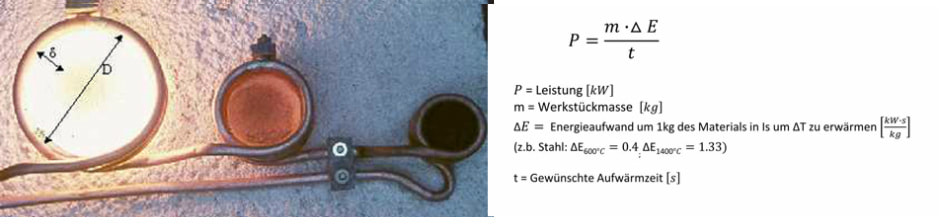
The energy that is added to the induction coil (P coil) is considerably greater than the energy that is converted into the workpiece temperature.
arge currents in the induction coil cause large losses in the copper, the inductors are almost always made of copper. The so-called efficiency of the cylinder coil thus ranges from a maximum of 90% (steel workpiece) to a maximum of 40% (copper workpiece).
The alternating current is generated by an MF generator or induction generator, which has an efficiency of 90 to 95%. This corresponds to the ratio of the power output in the coil and the mains power.
arge currents in the induction coil cause large losses in the copper, the inductors are almost always made of copper. The so-called efficiency of the cylinder coil thus ranges from a maximum of 90% (steel workpiece) to a maximum of 40% (copper workpiece).
The alternating current is generated by an MF generator or induction generator, which has an efficiency of 90 to 95%. This corresponds to the ratio of the power output in the coil and the mains power.
